




| Place of Origin: | CHINA |
|---|---|
| Brand Name: | HD |
| Certification: | CE LVD MD |
| Model Number: | 120KN,200KN,300KN |
| Minimum Order Quantity: | 1set |
| Packaging Details: | steel box, container |
| Delivery Time: | 30-40days |
| Payment Terms: | T/T |
| Supply Ability: | 300set/year |
| Condition: | New | Voltage: | 220V/380V,3HP |
|---|---|---|---|
| Computerized: | Yes | After-sales Service Provided: | Engineers Available To Service Machinery Overseas,Video Technical Support,Online Support,Free Spare Parts,Field Installation |
| Usage: | Jewelry, Hardware, Brake Wire Zinc End Etc |
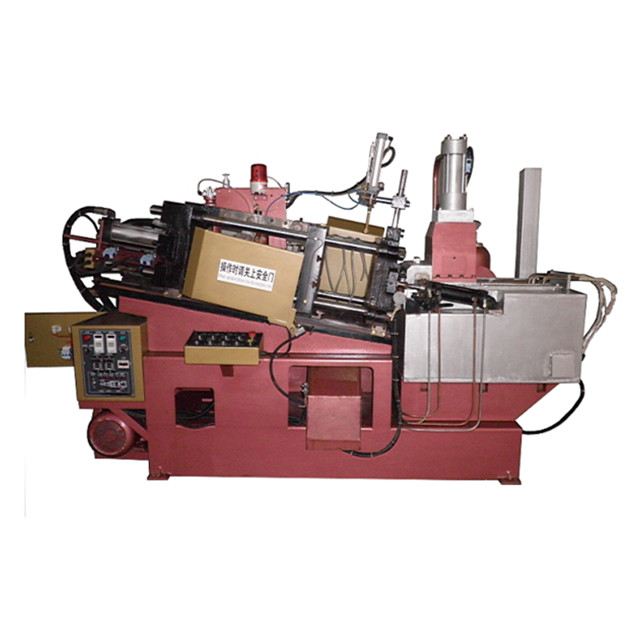
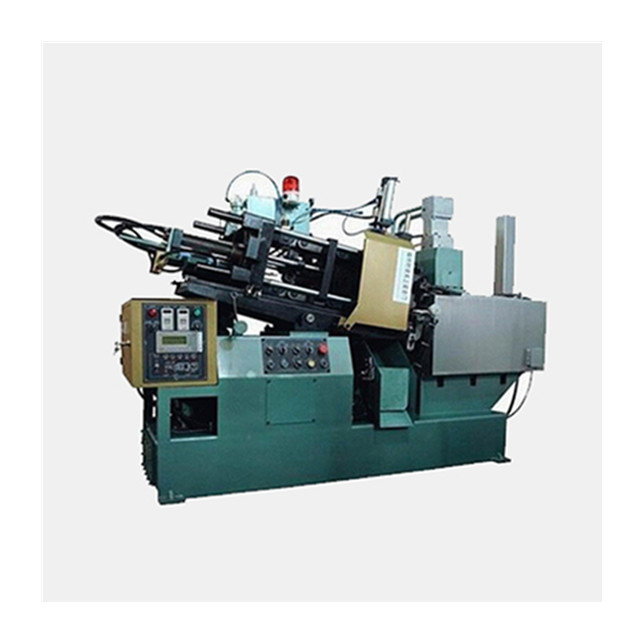
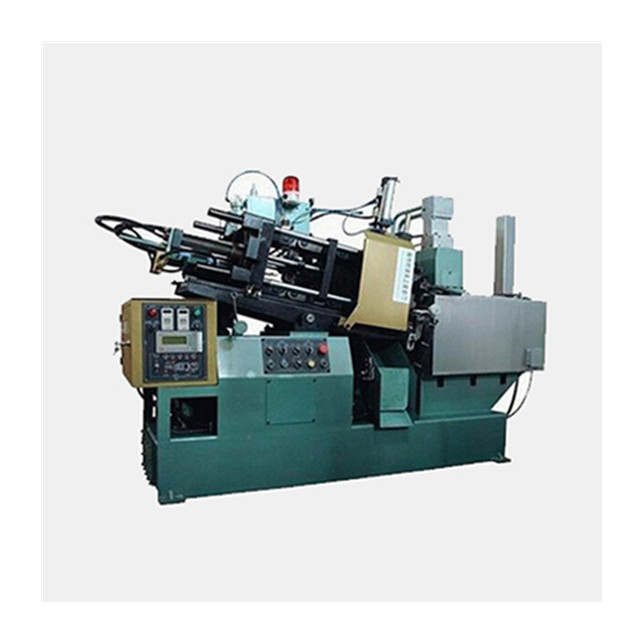
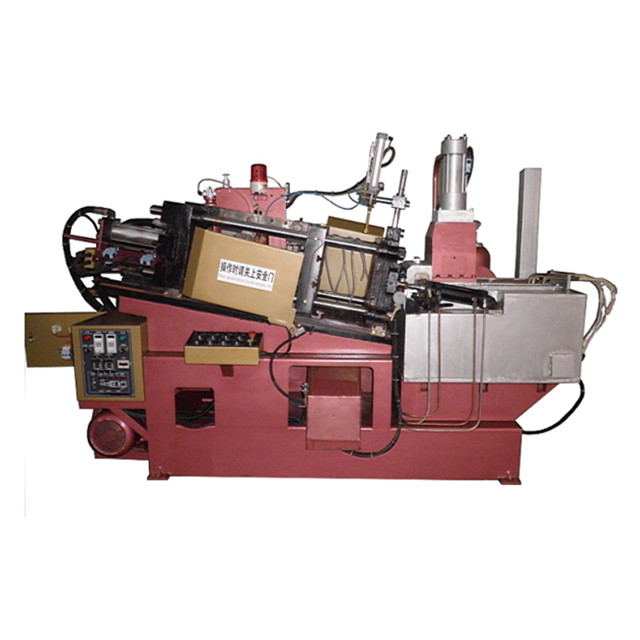
Hot chamber die casting machine has horizontal and vertical types. Horizontal type is full automatic. Vertical type is semi-auto to produce die casting products which has insert parts. Suitable for Lead (PB) alloy, Zinc (Zamak) alloy, Tin alloy etc. Provide die casting mold. Email: cnkylt@aliyun.com
Hot chamber die casting machine is a metal rapid prototyping method. It is widely used for low melting point alloys. Such as: zinc/zamak, lead,tin and other alloys.
As it always be used to produce zinc alloy die casting parts, the machine also named: zinc die casting machine, zinc injection machine.

And, compare with cold chamber die casting machine, this machine is small. Its key function is injection work, so it also called: small die casting machine, small zinc injection machine, small high pressure inject machine.

Hot chamber machine injection mechanism is immersed in melting pot. The melting furnace pot attached with die casting machine by gooseneck. The injection cylinder plunger push molten metal alloy through goose-neck structure to machine mould cavities. When mold open, we can got the finished die casting parts. One hot chamber die casting process is finished.
Tonnage:12T, 15T, 18T, 20T, 25T, 30T
This type is full automatically, used to produce: clothes accessories, zipper puller and slider, jewelry, electric parts, lead acid battery PB parts etc.

Tonnage:12T, 20T, 25T, 30T
This type is semi-auto, used to produce casting parts with insert. It is convenient to set insert parts in mould cavities. Use to produce Fishing sinker, Luya Bait, Fishing Bait, brake wire zinc end etc.

What is a hot chamber die casting machine structure?
Hot chamber die casting machine with a suitable mold (die/tooling) can be used to produce zinc, lead, tin, and other low melting alloys die casting parts.

A hot chamber machine contains a melting furnace pot, machine body & base, clamping mold mechanism, accumulator, hydraulic system etc. Now, we will show you the small hot chamber horizontal die casting machine details structures:




There is a injection mechanism on the melting pot. Electric heating tubes be set on the pot bottom to melt metal alloy. Injection mechanism (cylinder plunger) is immersed in a molten metal bath of a metal holding furnace. Hydraulic station drives injection plunger punch molten metal from furnace gooseneck structure to die casting mould. Gooseneck is a metal feeding system, which attach the furnace pot to die casting machine.

Pot material made from special stainless iron.
Molten metal alloy flow into hot chamber directly.
Gooseneck structure be cast together with pot.
Gooseneck structure connect with nozzle, which has a designed angle to keep molten metal level same with nozzle hole. That avoid many air be push into mold cavities.

Machine base is a hydraulic tank. It bears the furnace and machine body. Die casting machine body key structure is the clamping mechanism. The contains guide ways, mold platens, mold adjusting system etc.

Die casting machine pressure from the hydraulic station. Accumulator used to balance the machine pressure.

Hot chamber die casting process is same with cold chamber die casting. Using pressure,force molten metal through die casting machine chamber to a pre-shaped mold cavity.
Hot-chamber die casting key characteristic: the metal be heated inside the casting machine rather than a separate machine or furnace.
As hot chamber casting machine injection mechanism is immersed in the molten metal and connect with machine body by gooseneck metal feeding structure, it also known as goose-neck machines.
Hot-chamber casting machines feature a built-in furnace, in which metal is heated to achieve a molten state. A hydraulic-powered piston that forces molten metal out of the pot and inject into the die.
Hot chamber die casting process,is very fast. Normally one die casting cycle about 7shots per minute. The machine is not suitable for high melting point metal. it’s ideal for low melting point metal such as: zinc alloy (~400℃), lead alloy (~320℃)and tin alloy.
Electric heating tubes heat metal alloy to molten state. (If first time use the melting pot, no alloy cover the electric heating tubes, we need pour molten alloy to the pot or use burner to melt metal blocks in pot firstly. When metal alloy covers the heating tubes, machine electric heating method can be used. )
1st. Die casting die is clamped and the injection plunger rises, opening the hot chamber hole, allowing molten metal flow into the chamber cylinder.
2nd.The plunger seals the hot chamber hole, pushing the molten alloy through the gooseneck and nozzle into the mold cavities where it is held under pressure until metal alloy solidifies.
3rd.After the metal has solidified in the cavity, the plunger is withdrawn.
4th. Die casting machine movable platen move back and mold opens. Die casting parts be eject out from movable die half by ejector pins.
5th.Lubricating and cooling mold cavity. Die casting mold temperature is about 150℃.
6th>Mold closes and to start the next injection cycle.
More about hot chamber die cast process please view video:(youtube 链接)
About the cold chamber die casting process please view video: (youtube 链接)
For your new die casting project, please feel free to email us: cnkylt@aliyun.com We will choose suitable machine types, suggestions of mould design, provide free die casting samples.
Same with Cold chamber die casting, Hot chamber die casting also is HPDC process (High pressure die casting). They are forcing molten metal into steel molds (dies) with high pressure. Then we can got high precision die cast products.
1. Long die life
Normally zinc die casting molds (dies) life is about 200,000times. Longer than cold chamber die casting die. (Cold chamber die casting mold life is about 50,000times.)
2. Mass production
The machine functions automatically, fast & high productivity, can be multi cavities in one mold. Normally hot chamber machine one minute shot 7times. For example, the metal zipper puller. In 20T hot chamber die casting machine, one minute inject 7-10times, one mold has 10-20pcs pullers.
3.High precision, thin wall, good surface
As hot chamber die casting machine most used to manufacture zinc parts. Especially for electronic connector, box of distributor& brancher of cable TV system. They are made from zinc alloy, surface with precision screw threads and thin wall is required. Excellent dimensional and surface accuracy allows the zinc parts can be plated directly.
4.Saving cost
In hot chamber die casting process, Zinc die casting parts has smooth surface, precise dimensions. They can be used to assembly without machining. Due to the die cast parts no burr and flash, that reduce processing equipment and labors, Saving cost.
5.Surface treatment
Shacking polish, shot blasting, painting, powder coating, electroplating etc surface treatment is allowed.
1 Hot chamber machine only suitable for low melting point metal. So, it only can manufacture zinc, tin, lead alloy. For aluminum, copper etc, we use cold chamber machine.
2 Under High pressure, molten metal by injected into die cavities with air holes. That cause casting part body has mini air holes. Can not be heat treated.
3 As the die cost is high, It is not suitable for small batch production. Normally, for small quantity or samples, we provide CNC prototyping service. That can got a sample from 3D design to finished part fastly.
More about hot chamber die cast process please view video:
1. Full auto horizontal die casting machine video https://youtu.be/k2nq4q4CYao
2. 12T vertical die casting machine video https://youtu.be/6yC_AQaJMTU
3. 20T vertical die casting machine fishing bait making https://youtu.be/SliYJiJdz5I
4. 20T zinc end wire casting machine L-type machine https://youtu.be/0bVZTJE6zT4
5. 20T vertical wire zinc end die casting machine (wires position locking mechanism-wire retainer)
About the cold chamber die casting process please view video:
1. Manual cold chamber die casting machine video:
https://www.youtube.com/shorts/npYbgva3NK8
2. Auto cold chamber die casting machine video:
https://www.youtube.com/watch?v=LCafa6yLESc
About small 12T horizontal die casting machine price, or die casting mould, please feel free to email us: cnkylt@aliyun.com We will choose suitable machine types, suggestions of mould design, provide free die casting samples.
· Battery Spine Die Casting Machine
· Cold Chamber Die Casting Machine
· Hot Chamber Die Casting Machine
· Vertical Die Casting Machine
· Aluminum Die Casting Machine
· Magnesium Die Casting Machine
· Auto Parts Die Casting Machines
· Kitchen &Household Parts Die Casting Machines
· Lamps Light Parts Die Casting Machines
· Electric Vehicle Spare Parts Die Casting Machines
· Hardware, Jewelry, Clothing Accessories Die Casting Machines
· Tel-Communication Equipment Parts Die Casting Machines
· Garden Machinery & Electric Tools Parts Die Casting Machines
· Lead Acid Battery Terminal Bushing, Battery Positive Spine Grid Die Casting Machines
· Fishing Sinker Die Casting Machines
· Others