| Place of Origin: | china KYLT |
|---|---|
| Brand Name: | KYLT |
| Model Number: | ZINC INJECT MACHINE |
| Minimum Order Quantity: | 1 |
| Packaging Details: | WOODEN |
| Delivery Time: | 40 |
| Payment Terms: | TT |
Zinc , Lead, Aluminum molten metal comming out mould in injection process that always happen in adjusting mould and trial injection step.
The reason is worker has not fix mould in correct position or adjust fixed mould half and movable die half tighten.
Here is the solution of KYLT full auto hot chamber die casting machine mould fix and adjusting:
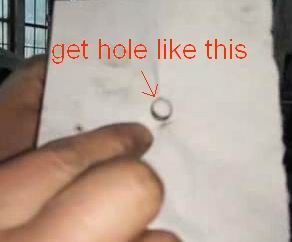
First , check if the machine injection hole aim at the mould nozzle.
We can set a paper between the machine injection hole and mould nozzle, the tighten the fixed mould platen to injection hole. if got correct hole mark in paper, this setp is right.
![]()
![]()
![]()
This step is used to avoid material fly out from nozzle.
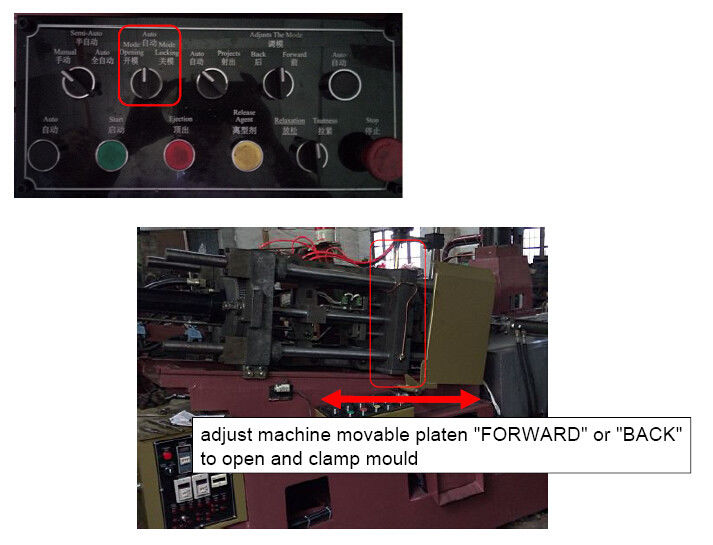
Second, adjust whole machine platen structre and movable platen to avoid material comming out from mould parting line:
![]()
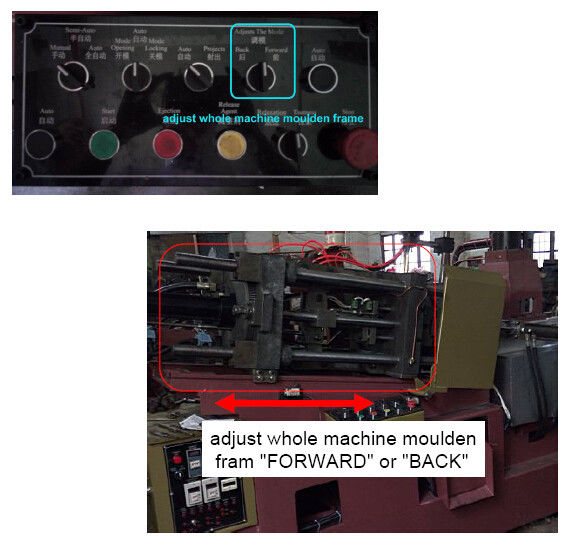
Following the detail operation steps:
![]()
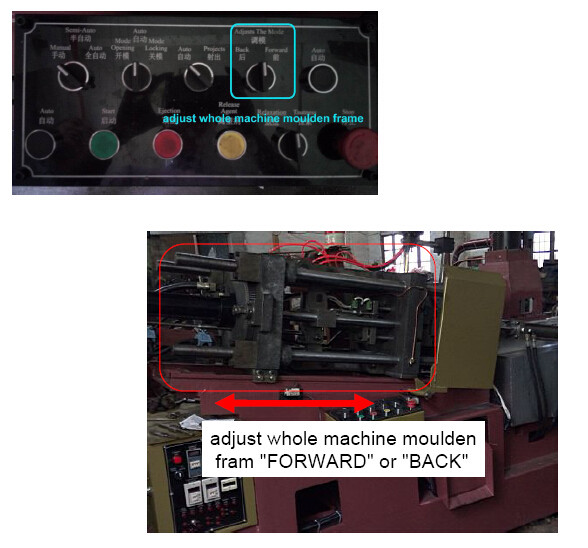
![]()
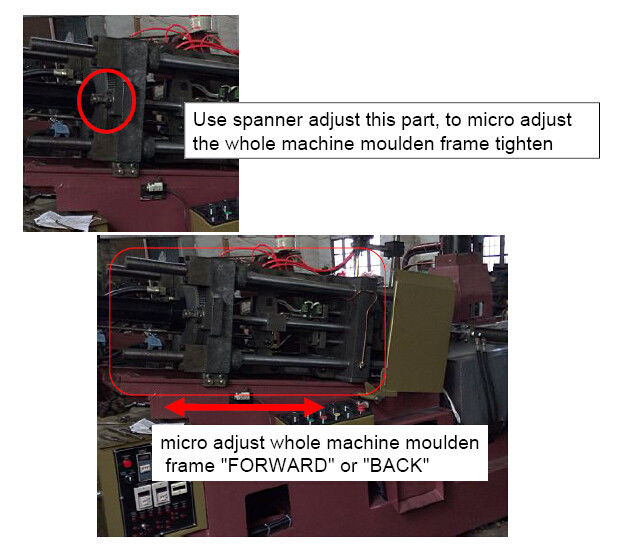
![]()
For more informations, please feel free to contact with us:
www.marketingthiink.com
Email: cnkylt@aliyun.com